

Programiści z SURFWARE zwrócili uwagę na znaczenie kąta opasania narzędzia w procesie frezowania. Odrzuciwszy niektóre zasady obowiązujące od początku technik CAM, postanowili stworzyć strategię generowania obróbki, która będzie oparta na nowych założeniach. Efektem ich pracy jest TrueMill ? technologia dająca niespotykaną wcześniej wydajność i optymalne wykorzystanie możliwości centrów CNC
Tradycyjna obróbka CAM
Tadycyjną metodę obróbki kieszeni ilustruje rys. 1. Ścieżki narzędzia powstają przez odsunięcie zewnętrznego konturu kieszeni o stały odstęp równy szerokości skra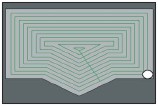 wania. Ta metoda jest stosowana od lat w programach CAM jako podstawowa, ponieważ zapewnia najkrótszą drogę skrawania. Natomiast jej wadą jest zmienne obciążenie narzędzia w czasie obróbki.
wania. Ta metoda jest stosowana od lat w programach CAM jako podstawowa, ponieważ zapewnia najkrótszą drogę skrawania. Natomiast jej wadą jest zmienne obciążenie narzędzia w czasie obróbki.
RYS. 1. Tradycyjne ścieżki narzędzia
Można to wyjaśnić badając kąt opasania narzędzia (KON). Na rys. 2 pokazane jest narzędzie obrabiające po linii prostej przy założonej szerokości skrawania równej 40% średnicy freza. Kąt opasania narzędzia ? odnoszacy się do części obwodu narzędzia, która jest faktycznie zaangażowana w usuwanie materiału ? ma wartość 78,5°. Warunki pracy w takim przypadku są stałe. Niezmienne wartości szerokość warstwy skrawanej i kąta opasania narzędzia oraz posuwu sprawiają, że obciążenie narzędzia jest również niezmienne. Natomiast sytuacja zmienia się w momencie dojścia do naroża, gdzie występuje chwilowy wzrost kąta opasania narzędzia do 168,5° (wzrost aż o 114%) . Ilość u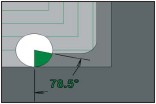 suwanego w jednostce czasu materiału nagle zwiększa się i dochodzi do gwałtownego przyrostu obciążenia narzędzia. Po wyjściu z naroża i obróbce po linii prostej warunki skrawania ponownie stają się łagodniejsze. Ostre naroża są krytycznymi miejscami obróbki, w których narzędzie jest chwilowo przeciążone i może dojść… do jego zniszczenia.
suwanego w jednostce czasu materiału nagle zwiększa się i dochodzi do gwałtownego przyrostu obciążenia narzędzia. Po wyjściu z naroża i obróbce po linii prostej warunki skrawania ponownie stają się łagodniejsze. Ostre naroża są krytycznymi miejscami obróbki, w których narzędzie jest chwilowo przeciążone i może dojść… do jego zniszczenia.
RYS. 2. KON przy obróbce po linii prostej
Rozważmy obróbkę kieszeni z rys. 1 pod kątem wydajności. Aby uzyskać dużą wydajność należy zastosować największą dopuszczalną wartość posuwu, czyli taką, która nie spowoduje przeciążenia i zniszczenia narzędzia w narożach. Jeśli taki posuw został użyty to można powiedzieć, że obróbka w narożach jest optymalna, natomiast przy przejściach po linii prostej ? kiedy frez jest mało obciążony ? w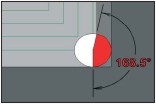 ystępuje spadek wydajności. Na drodze narzędzia można znaleźć ponad 50 ?ostrych naroży?, zatem narzędzie 50 razy przez krótki czas będzie pracowało optymalnie, natomiast na przejazdach liniowych ? których jest zdecydowanie więcej ? dochodzi do spadku wydajności. Taki rodzaj obróbki oczywiście nie jest optymalny.
ystępuje spadek wydajności. Na drodze narzędzia można znaleźć ponad 50 ?ostrych naroży?, zatem narzędzie 50 razy przez krótki czas będzie pracowało optymalnie, natomiast na przejazdach liniowych ? których jest zdecydowanie więcej ? dochodzi do spadku wydajności. Taki rodzaj obróbki oczywiście nie jest optymalny.
RYS. 3. KON przy obróbce naroża
Nowe podejście ? TrueMill
Powstało wiele rozwiązań CAM (optymalizowanie posuwu, modyfikacje tradycyjnej obróbki, strategie HSM), w większym lub mniejszym stopniu minimalizujące skutki opisanych zjawisk bądź próbujące je ominąć. Rozwiązaniem, które wydaje się być najbardziej optymalnym, jest technologia TrueMill opracowana w 2005 roku przez SURFWARE.
Jej twórcy uczynili kąt opasania narzędzia głównym czynnikiem wpływającym na kształt ścieżek. Obliczenia są wykonywane według następujących zasad:
-
kąt opasania narzędzia nie przekracza zadanej wartości,
-
utrzymywanie stałej wartości KON (zamiast stałej szerokości skrawania).
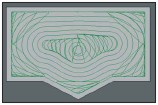 Efektem jest obróbka całkowicie pozbawiona ostrych naroży, w której wszystkie przejazdy są płynne (rys. 4).
Efektem jest obróbka całkowicie pozbawiona ostrych naroży, w której wszystkie przejazdy są płynne (rys. 4).
RYS. 4. Ścieżki narzędzia technologii TrueMill
Na wykresach (rys. 5) pokazano zmiany kąta opasania narzędzia podczas obróbki. W metodzie tradycyjnej KON zmienia się od wartości odpowiadającej frezowaniu po linii prostej (poziom oznaczony linią czerwoną) do maksymalnej wartości 180° w narożach. W obróbce TrueMill określona maksymalna wartość KON ? w tym przypadku 120° ? nie jest przekroczona w żadnym miejscu. Można powiedzieć, że obciążenie narzędzia w metodzie tradycyjnej jest zawsze ?powyżej? określonego poziomu, natomiast w TrueMill jesteśmy w stanie je ograniczyć ?poniżej? zadanej wartości.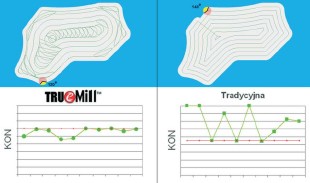
RYS. 5. Porównanie obróbki TrueMill i tradycyjnej
TrueMill w praktyce
Mając KON pod kontrolą (nigdy nie dochodzi do najbardziej niekorzystnej wartości 180°) próbowano zmieniać poszczególne nastawy obróbki. Okazało się, że w technologii TrueMill możliwe jest stosowanie znacznie większych od dotychczas używanych wartości parametrów technologicznych bez ryzyka zniszczenia narzędzia. Uzyskano kilkukrotne zwiększenie posuwu, większe szerokości i głębokości skrawania. Jak to możliwe? Producenci narzędzi skrawających oczywiście zdają sobie sprawę z tego, że podczas pracy ich frezy będą cyklicznie przeciążane i dlatego rekomendowane przez nich parametry skrawania są takie, aby frez ?wytrzymał? krótkotrwałą pracę przy najbardziej niekorzystnej wartości KON 180°. Ponieważ w TrueMill narzędzie nigdy nie pracuje w warunkach krytycznych, to można stosować bardziej agresywne nastawy. Dzięki temu uzyskano niespotykaną wcześniej wydajność. Przykładowo, tec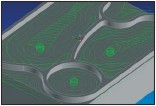 hnologia TrueMill pozwoliła na zmniejszenie czasu obróbki zgrubnej stołu aluminiowego z 17 do 3 min. w porównaniu do wcześniej stosowanych metod CAM (materiał 20 × 22 × 4 cm, posuw zwiększono z 4500 do 16500 mm/min, szerokość skrawania zwiększono 2-krotnie, głębokość skrawania zwiększono 3-krotnie; dane pochodzą z www. surfcam.com).
hnologia TrueMill pozwoliła na zmniejszenie czasu obróbki zgrubnej stołu aluminiowego z 17 do 3 min. w porównaniu do wcześniej stosowanych metod CAM (materiał 20 × 22 × 4 cm, posuw zwiększono z 4500 do 16500 mm/min, szerokość skrawania zwiększono 2-krotnie, głębokość skrawania zwiększono 3-krotnie; dane pochodzą z www. surfcam.com).
RYS. 6. Przykład TrueMill
Pomimo stosowania agresywnych parametrów skrawania, TrueMill nie spowodował szybszego zużywania narzędzia, a nawet… wydłużył okres trwałości jego ostrza. To zjawisko tłumaczy wykres z rys. 5. W technologii tradycyjnej KON zmienia się w dużym zakresie w sposób dynamiczny. Przebieg TrueMill jest bardziej jednorodny i takie obciążenie jest mniej szkodliwe dla narzędzi. Dodatkowo, frez nigdy nie znajduje się w najbardziej niekorzystnych warunkach.
Technologia TrueMill została udostępniona w progamie SURFCAM Velocity w drugiej połowie 2005 roku. Od tego czasu zdobyła liczne nagrody na targach maszyn i wzbudziła ogromne zainteresowanie w magazynach branżowych. Być może uczynienie kąta opasania narzędzia centralnym czynnikiem obróbki wywoła małą rewolucję w świecie obróbki CNC.
Adam Seremak ? CNS Solutions
Autor: TEKST I RYSUNKI: ADAM SEREMAK


