

Udoskonalona stal o dużej wytrzymałości może być spawana bądź łączona ? jeśli się wie… w jaki sposób
Jak sama nazwa wskazuje udoskonalona stal o wysokiej wytrzymałości (AHSS) charakteryzuje się przydatnymi własnościami mechanicznymi przy rozciąganiu ? włącznie z granicami plastyczności powyżej 550 MPa. Jednak w przypadku spawania, stale te mogą wymagać specjalnej obróbki. Według opinii Adriana Elliotta, badacza struktury stali dla Ford Motor Co., jednego z prezenterów tegorocznych Wielkich Projektów na Seminarium Stali ?AHSS jest wrażliwa na oddziaływanie cieplne?. Seminarium, sponsorowane przez Amerykański Instytut Żelaza i Stali, dotyczyło technik spawania i łączenia, odpowiednich dla AHSS.
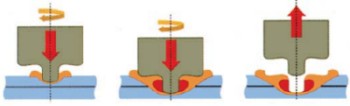
RYS. Punktowe zgrzewanie tarciowo-ruchowe
Poruszaj materiałem
W zastosowaniach lotniczych i kosmonautycznych, dobrą opcją łączenia aluminium okazało się Zgrzewanie Tarciowo-Ruchowe(FSW). Ten proces dyfuzyjny wykorzystuje obrotowe narzędzie cylindryczne wytwarzające lokalnie dostateczną ilość ciepła i nacisku, aby utworzyć ciągłą spoinę, podczas przesuwania się narzędzia po złączu. Tsung-Yu Pan w swym referacie w ramach Wielkich Projektów z dziedziny Stali, wraz ze współautorami z dwóch krajowych laboratoriów, szczegółowo opisał taki wariant FSW, który wydaje się być obiecujący dla AHSS. Punktowe Zgrzewanie Tarciowo-Ruchowe (FSSW) daje spawy punktowe zamiast liniowych. Od roku 2003 jest ono skutecznie stosowane w produkcji komponentów aluminiowych. Z prezentacji Tsung-Yu Pana wynika, że może ono również być odpowiednie dla AHSS. Badania DP 780 ? coraz popularniejszej nowoczesnej stali o wysokiej wytrzymałości wykazały, że FSW daje spawy punktowe o wytrzymałości 8?12 kN, porównywalnej z normami JIS. Obszar łączenia wykazywał mikrostrukturę i twardość podobną do materiału bazowego. A wszystko to dzieje się bez żadnych prób zoptymalizowania materiału czy procesu.
Stosowanie GMAW (Spawanie Łukowe Elektrodą Metalową w Osłonie Gazu)
Stosowanie GMAW stwarza pewne przeszkody techniczne w przypadku AHSS. Stale AHSS są wrażliwe na oddziaływanie cieplne związane z tą techniką i potencjalnie mogą ulegać zmianom mikrostrukturalnym oraz redukcji własności mechanicznych. Problem staje się jeszcze poważniejszy w przypadku… blachy o obniżonej grubości, co jest możliwe dzięki wytrzymałości AHSS. W swojej prezentacji, Ford Elliott przedstawił niektóre bieżące prace prowadzone w firmie nad optymalizacją parametrów procesu GMAW oraz geometrii spoiny. Na przykład zidentyfikował on kilka parametrów, które mogą zwiększyć trwałość zmęczeniową złącza spawu zakładkowego pomiędzy 3,4 mm dla AHSS (DP 600) a 3,8 mm dla stali miękkiej. Wśród tych parametrów jest malejąca prędkość podawania drutu i prędkość przesuwu przy zwiększającym się kącie palnika, kącie docisku oraz odległości palnika.
Wiązanie… epoksydowe
Zgodnie z referatem inżyniera z Dow Automotive ? Mansoura Mirdamadiego ? łączenie adhezyjne klejami konstrukcji stali może nawet je wzmocnić. Chemicy Dow zoptymalizowali odporne na pękanie, jednoskładnikowe kleje epoksydowe do zastosowania z AHSS. Wysokowytrzymałe kleje tej klasy zazwyczaj mają współczynnik wytrzymałości powyżej 1000 MPa oraz odporność udarnościową w szerokim przedziale temperaturowym (-40 do 80°C). W swojej prezentacji Mirdamadi opisuje badanie testujące rolę adhezji strukturalnej w połączeniach w zwiększaniu odporności na zderzenia na skutek uderzenia bocznego w przypadku mini-vana w testach IIHS. Wyniki pokazały, że struktura słupka środkowego połączona klejem adhezyjnym wykazuje zmniejszenie wgniecenia o 5,4 mm w porównaniu z projektem wyjściowym, który nie wykorzystuje kleju do uzupełnienia procesu spawania. W tej samej pracy podkreśla on również istotny wpływ klejów (odpornych na pękanie zmęczeniowe) na poprawę sztywności nadwozia oraz redukcji drgań wewnętrznych, wstrząsów i hałasu.


